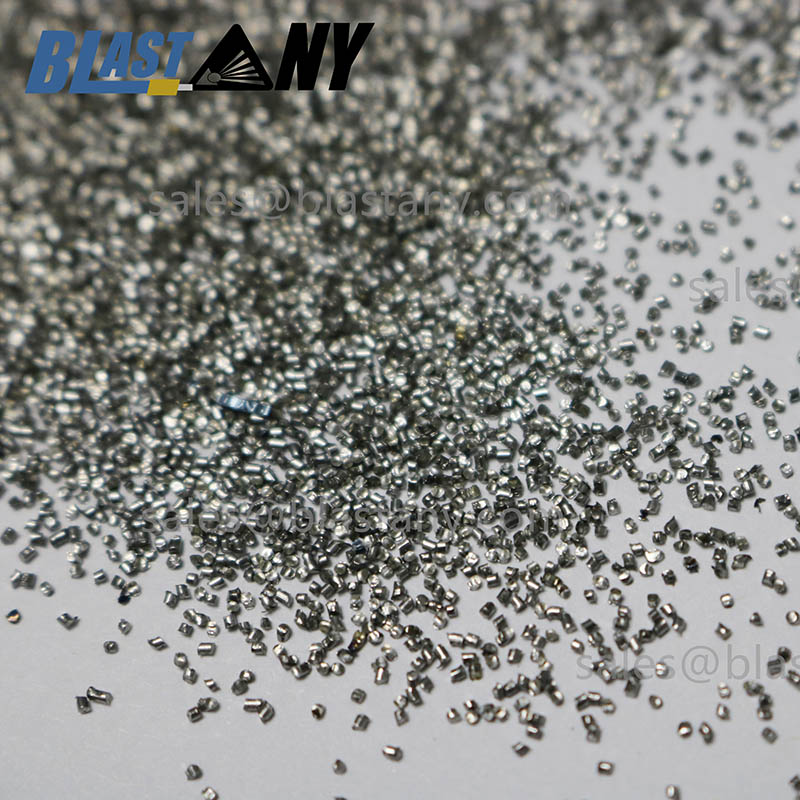
Zema oglekļa tērauda šāviens












Gruzīnu
Ungāru
1.Islandiešu
2.Igbo
3. javiešu
4.Kannadu
Kazahstānas
| Khmeru | Kurdu | Kirgizstāna | |
| Latīņu | C | Latviešu | <Luksemburga.. |
| Si | Maķedoniešu | <Malajiešu | |
| Mn | Malajalu | Maltiešu | |
| S | Birmas | Birmas | |
| P | Birmas | Birmas | |
| Cr | Nepāliešu | Norvēģu | |
| Ni | puštu | 0 | |
| Persiešu | Pandžabu | Serbu | |
| ukraiņu | Sinhalu | ||
| Slovāku | Slovēņu | Somālijas | |
| Samoa | skotu gēlu Sindhu Sindhu | ||
| Sundiešu | svahili | ||
| Tadžiku | Tamilu | ||
| Telugu | Taizemes | ||
| ukraiņu | Urdu | ||
| Velsas | Vjetnamiešu | ||
Velsas
| Khosu | Jidišs |
| Jorubu | Zulu |
| kinjarvandu | tatāru |
| Oriju | Turkmēņu |
| uiguru | Aluminum zinc die casting surface finishing, aluminum sand casting surface cleaning. The surface of artificial marble is sprayed and polished. |
| 30-40# | In addition to wg40 function, the surface of stainless steel casting is smooth and fine. Descaling treatment of alloy steel forgings. Artificial marble surface finishing effect and antiskid treatment. |
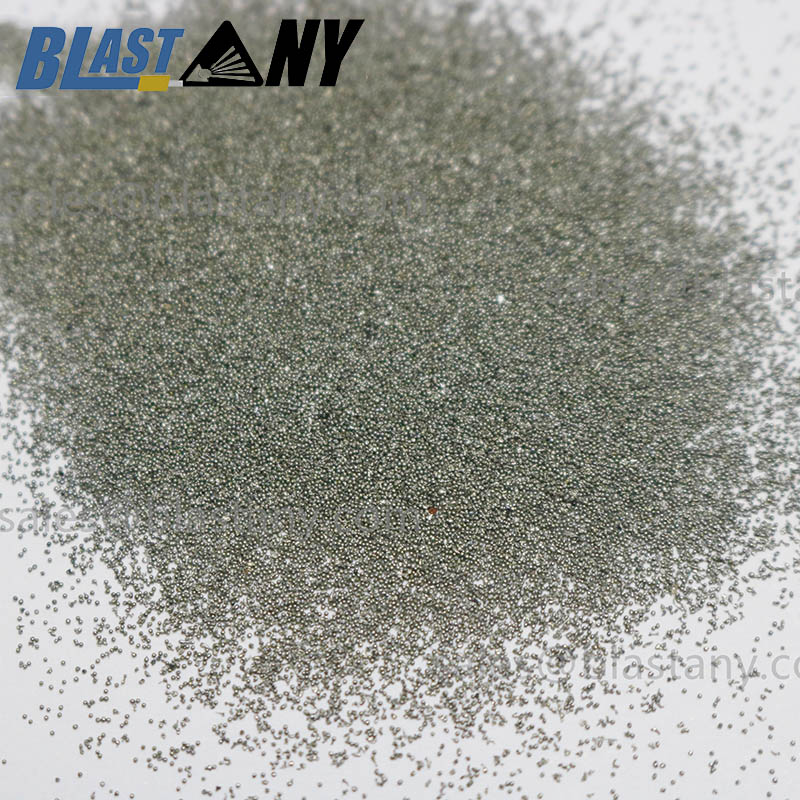
| 40-70# | High alloy steel casting surface oxide skin, aluminum alloy engine block and other large die casting parts cleaning and finishing, marble surface effect treatment and anti-skid treatment. |
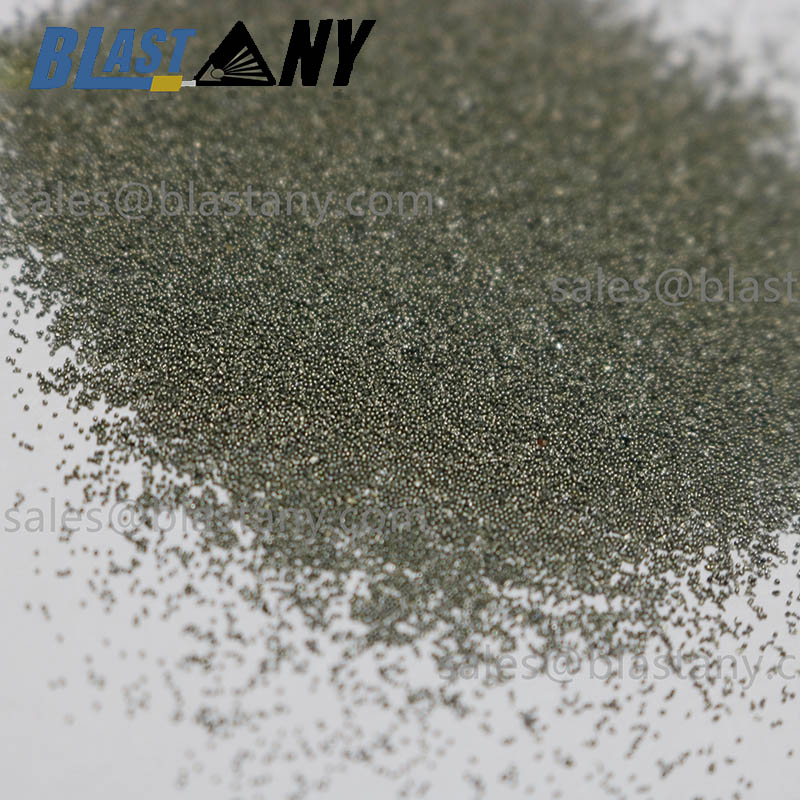
| 70-140# 140-270# | The surface of the formed steel casting is deaerated before coating, automobile wheel hub, engine shell treatment, granite products and marble steps roughening and anti-skid treatment. |
Granularity
| ScreenNO. | Screensize mm | In | 14-18 | 16-20 | 20-25 | 25-30 | 30-40 | 40-70 | 70-140 | 140-270 |
| 14 | 1.4 | 0.0555 |
|
|
|
|
|
|
|
|
| 16 | 1.18 | 0.0469 |
|
|
|
|
|
|
|
|
| 18 | 1 | 0.0394 |
|
|
|
|
|
|
|
|
| 20 | 0.85 | 0.0331 |
|
|
|
|
|
|
|
|
| 25 | 0.71 | 0.0278 |
|
|
|
|
|
|
|
|
| 30 | 0.6 | 0.0234 |
|
|
|
|
|
|
|
|
| 35 | 0.5 | 0.0197 |
|
|
|
|
|
|
|
|
| 40 | 0.425 | 0.0165 |
|
|
|
|
|
|
|
|
| 50 | 0.3 | 0.0117 |
|
|
|
|
|
|
|
|
| 70 | 0.212 | 0.0083 |
|
|
|
|
|
|
|
|
| 100 | 0.15 | 0.0059 |
|
|
|
|
|
|
|
|
| 140 | 0.106 | 0.0041 |
|
|
|
|
|
|
|
|
| 270 | <0.05 | <0.0019 |
|
|
|
|
|
|
|
|
Write your message here and send it to us







-

Phone
-

E-mail

